Custom coated aluminum foil
In the modern packaging and manufacturing landscape, custom coated aluminum foil plays a pivotal role in protecting products, extending shelf life, and enabling innovative packaging solutions.
From food and pharmaceutical packaging to electronics insulation and industrial laminates, coated foil combines the lightweight, flexible nature of aluminum with tailored surface chemistry and barrier properties.
This post dives into the science, technology, and market dynamics of custom coated aluminum foil, with practical guidance for buyers, engineers, and executives seeking to optimize performance, cost, and sustainability.

Custom coated aluminum foil
Introduction to the concept
Custom coated aluminum foil is more than a piece of metal with a decorative surface.
It is a engineered composite material that pairs a thin aluminum substrate with one or more coating layers, often including laminates or barrier films, to meet stringent performance criteria.
The base foil provides mechanical strength, heat resistance, and a reliable barrier, while the coating delivers:
– controlled surface energy for adhesion, printing, and lamination,
– barrier to moisture, gases, and aromas (when combined with laminates),
– heat-seal compatibility for pouch and tray formation,
– functional properties such as anti-fog, anti-static, or antimicrobial characteristics,
– aesthetic attributes like matte or gloss finishes and color.
In practice, manufacturers select foil thickness, Composición ar aleación, coating chemistry, and subsequent laminations to achieve the desired package structure.
The result is a highly customized product that can be adapted to regional regulations, consumer expectations, and supply chain logistics.
Why choose coated aluminum foil?
Coated aluminum foil offers several advantages over bare foil and alternative barrier materials:
– Superior barrier flexibility: Thin inorganic or polymer coatings can dramatically improve moisture and aroma barriers without significantly increasing weight or thickness.
– Enhanced heat-seal performance: Certain coatings promote strong, reliable seals at controlled temperatures, enabling efficient and leak-free packaging lines.
– Improved printability and surface functionality: Coatings can be tailored for ink adhesion, varnish compatibility, or anti-static behavior, enabling high-quality branding and efficient production.
– Customization and versatility: Depending on the coating system, foil can be engineered for flexible packaging, laminated structures, or stand-alone protective layers.
– Recyclability considerations: Aluminum foil itself is highly recyclable; coating choices influence end-of-life processing and recyclability, which has become a major consideration for brand owners.
Even with these advantages, the selection process is nuanced. Decisions must balance barrier performance, heat-seal properties, printability, contact with food or pharma sterility requirements, regulatory compliance, cost, and sustainability goals.
The rest of this post provides a framework for evaluating options and making informed choices.

Production of coated aluminum foil
Understanding the market and applications
Global market overview
The market for coated aluminum foil is driven by the growth of flexible packaging in food and beverage, increased demand for shelf-stable products, and evolving pharmaceutical and electronics packaging standards.
Emerging markets in Asia-Pacific, Latin America, and Eastern Europe are expanding capacity for coated foil as domestic consumption rises and manufacturing ecosystems mature.
Key market drivers include:
– demand for lightweight, high-barrier packaging to replace heavier films or rigid containers,
– the need for barrier properties that protect delicate products from oxygen and moisture,
– consumer expectations for clean label packaging with minimal additives and reliable safety,
– advances in coating technology that enable thin, multilayer structures with robust performance,
– emphasis on sustainability, recyclability, and waste reduction.
Core applications
- Food packaging: meat, poultry, snacks, confectionery, ready meals, and shelf-stable foods. Coatings like PVDC or EVOH-based laminates improve moisture and gas barriers, while heat-seal compatible surfaces enable efficient pouching.
- Dairy and pharmaceutical packaging: products sensitive to moisture and aroma benefit from barrier coatings that preserve quality during storage and transport.
- Electronics and insulation: metallized or barrier-coated foils provide EMI shielding, thermal management, and anti-condensation properties in devices and equipment.
- Industrial laminates: protective films, semi-permeable barriers, and specialized packaging for tough environments rely on tailored coatings to resist chemicals and thermal cycling.
Comparative landscape: coated foil vs alternatives
- Coated foil vs plain foil: Plain foil has limited barrier and heat-seal properties. Coated variants extend functionality with designed surface chemistry and laminate compatibility.
- Coated foil vs polymer films: Aluminum foil provides superior puncture resistance, heat resistance, and barrier integrity per unit thickness, but polymers alone can offer flexibility and color. Multilayer structures mix the strengths of both materials.
- Coated foil vs metalized film: Metallized foils (hne ej., aluminum evaporated on PET) can offer barrier and cost advantages in certain formats, but may not provide the same seal strength or heat-resistance characteristics as coated foil in some applications.
This article emphasizes coated aluminum foil as a practical middle ground that blends metal strength with tailored barrier, sealing, ne propiedades superficiales.
Core materials and technologies
Base foil materials and alloys
The aluminum foil itself is the substrate. Its alloy and temper influence workability, adhesion of coatings, and performance in the final structure. Common base foil alloys include:
– 1100: Pure aluminum, high ductility, exceptional formability, and good solderability. Suitable for very thin foils and applications requiring excellent elongation.
– 3003: Aluminum-manganese alloy with enhanced strength relative to pure aluminum. It balances formability with improved mechanical properties.
– 8011: Aluminum-magnesium-silicon alloy widely used for packaging foils due to excellent drawability, barrier compatibility, and compatibility with coatings and laminations.
– 8079 and similar equivalents: Variants used for specialized packaging and broader barrier requirements.
Key operating characteristics of the base foil include surface finish, roughness, espesor, and heat tolerance.
Thinner foils (for instance, 6–12 microns) provide greater flexibility and lightness, while thicker foils (20–50 microns) offer enhanced puncture resistance and structural rigidity when needed.
The choice depends on the final laminate architecture, expected handling, and regulatory constraints.
Coating chemistries and surface treatments
Coatings applied to aluminum foil serve to modify surface energy, adhesion, barrier performance, and functional properties. Common coating systems include:
- Polymer-based coatings
- PVDC (polyvinylidene chloride): Excellent moisture and aroma barrier; widely used in meat, poultry, and bakery packaging. Often combined with a laminate layer for printability and seal performance.
- PE/LDPE (polyethylene): Simple, food-safe, heat-sealable coatings; used for basic barrier and lamination interfaces.
- EVA (ethylene-vinyl acetate): Improves adhesion and seal initiation in some laminates; used in combination with other layers.
- Fluoropolymers (PTFE, FEP, PFA): Provide chemical resistance and specific release properties; used in electronics insulation or specialty packaging.
- Acrylics and polyurethanes: Surface energy modification, improved printability, and compatibility with inks and coatings.
- Inorganic/oxide coatings
- Aluminum oxide (Al2O3) and other thin oxide layers deposited by ALD (atomic layer deposition) or other vapor processes. These can dramatically improve barrier properties and heat resistance, though cost and process compatibility must be considered.
- Multilayer and laminated structures
- PET/PE, PLA, or other polymer laminates applied to the coated foil to add additional properties such as stiffness, printable surfaces, or secondary barrier features.
- Combined coatings with inorganic/organic layers to tailor gas and moisture transmission rates (OTR, WVTR) and sealing behavior.
Each coating system has trade-offs in terms of:
– barrier performance (humedad, oxígeno, aroma),
– heat-seal strength and seal temperature range,
– ink receptivity and print quality,
– adhesion to the foil and to the outer laminate layers,
– processing compatibility (slitting, slitting speeds, drying temperatures),
– regulatory compliance and food contact safety,
– recyclability and end-of-life considerations.
How coatings impact barrier and seal performance
- PVDC coatings deliver strong barrier properties for moisture and aroma. They are a mainstay in meat and snack packaging. 'Ñotho ar embargo, PVDC can be sensitive to high heat and aggressive solvents, so process controls are essential.
- EVOH-based laminates offer excellent oxygen barrier at low humidity but are sensitive to moisture. In packaging where humidity control is critical, EVOH is often used within multilayer laminates with outer moisture barriers.
- PE-based coatings provide reliable seal initiation and broad compatibility with standard heat-seal equipment. They are a good baseline for many flexible packaging applications.
- Inorganic oxide coatings such as Al2O3 can offer outstanding barrier properties, particularly against moisture and gases, but require specialized deposition processes and careful substrate preparation to maintain adhesion.
Mechanical and bonding considerations
To ensure a durable final product, engineers consider:
– surface roughness and cleanliness of the foil to promote uniform coating adhesion,
– pretreatment (hne ej., corona, plasma) to increase surface energy before coating,
– coating thickness and uniformity to avoid pinholes and delamination,
– adhesion testing (such as ASTM D3359) to quantify scratch resistance and coating peel strength,
– compatibility with downstream lamination partners and adhesives.
This careful integration ensures the final laminated structure performs consistently under handling, storage, and end-use conditions.

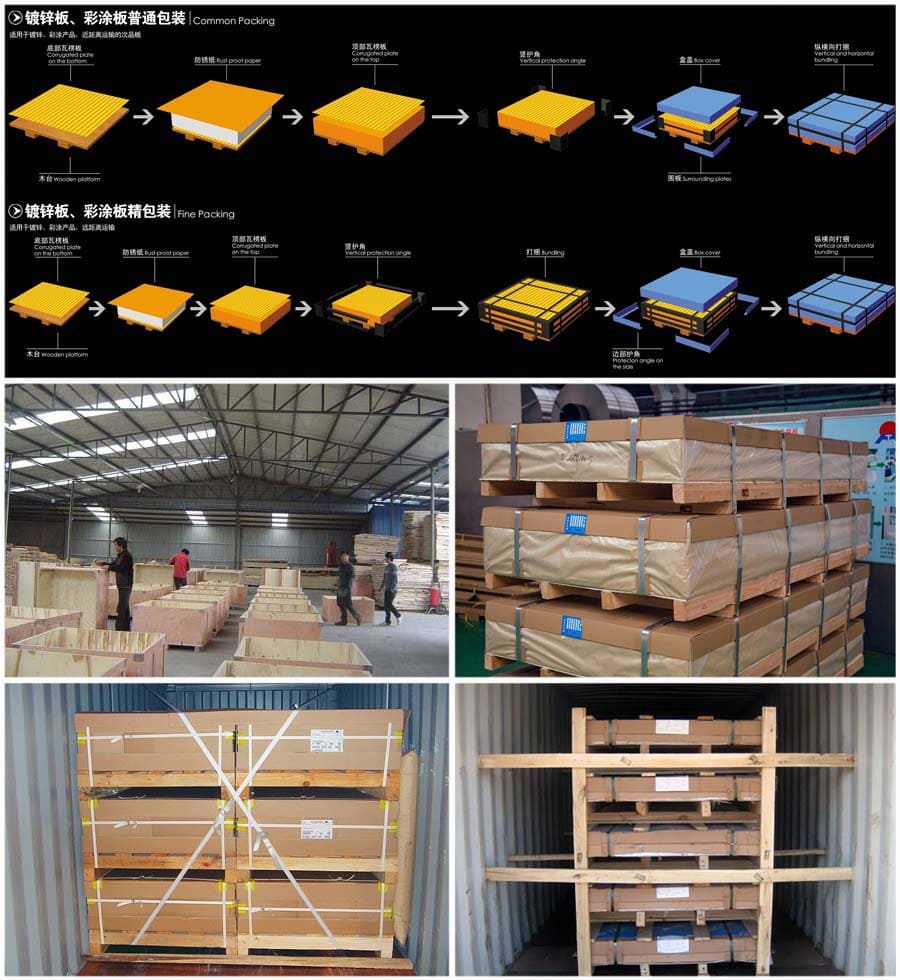
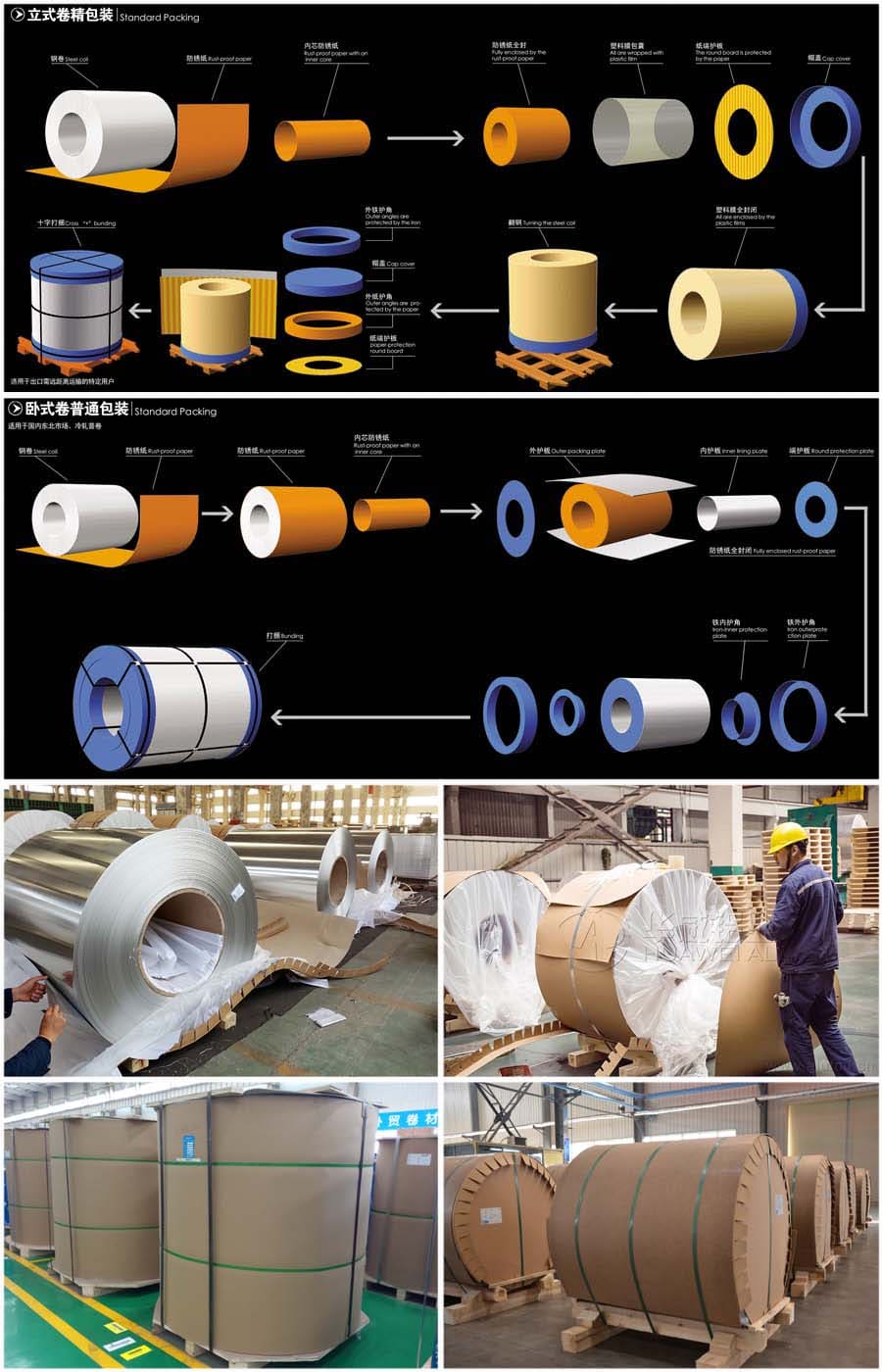
Custom coated aluminum foil Packaged
Properties and performance metrics
Coated aluminum foil is validated through a set of performance metrics that matter for packaging engineers and procurement teams. Here are some of the most relevant measures:
- Barrier properties
- WVTR (water vapor transmission rate): Lower WVTR indicates better moisture barrier; critical for products sensitive to humidity.
- OTR (oxygen transmission rate): Lower OTR supports longer shelf life by reducing oxidative spoilage.
- Aroma and aroma retention: Some coatings better preserve product flavor and aroma over time.
- Heat-seal performance
- Heat seal strength (N/25mm): A measure of the force required to break a heat seal; influences pouch integrity and line efficiency.
- Seal initiation temperature: The minimum temperature at which a reliable seal forms.
- Seal reliability under varied humidity and product loading conditions.
- Mechanical properties
- Tensile strength and elongation at break: Indicate foil’s structural performance during handling and converting.
- Tear resistance and puncture resistance: Relevant for flexible packaging that must withstand automated filling and consumer handling.
- Surface and printability
- Surface energy (g/mm2) and ink adhesion: Impact printing quality and lamination adhesion.
- Gloss and film appearance: Aesthetics for consumer packaging.
- Thermal and chemical compatibility
- Thermal stability under retort or sterilization conditions (if applicable).
- Resistance to chemicals used in downstream lamination processes or product contact.
- Food safety and regulatory compliance
- Compliance with food contact regulations (FDA, EU, and other regional standards) and migration limits for coatings and additives.
- Certifications such as ISO 9001 quality management and, where relevant, IFS or similar food-safety standards.
- recyclability and end-of-life
- Assessment of how the coated foil contributes to overall packaging recyclability, potential for separation in recycling streams, and any additional processing required.
Table 1 presents a compact view of coating options and their typical performance characteristics.
Table 1: Coating options at a glance (typical relative performance)
| Coating type | Primary function | Typical applications | Key advantages | Notable limitations |
|---|---|---|---|---|
| PVDC | Moisture and aroma barrier | Meat, poultry, bakery, ready meals | Excellent barrier; good sealing behavior; widely compatible with lamination | Higher cost; heat sensitivity; recycling considerations |
| EVOH | Oxygen barrier in dry conditions | Snacks, dairy, shelf-stable foods | Superior oxygen barrier when dry; versatile in multilayers | Moisture sensitivity; requires outer moisture barrier |
| PE/LDPE | Sealing and basic barrier | General purpose packaging | Good seal strength; easy processing; cost-effective | Moderate barrier; relies on laminate structure for moisture control |
| EVA | Adhesion and seal compatibility | Mixed packaging where adhesion helps | Improves lamination and adhesion; moderate barrier | Not as strong a barrier as PVDC/EVOH on its own |
| Acrylics/Polyurethanes | Surface energy and printability | High-quality prints; branding | Excellent ink adhesion; smooth surface | May require surface treatments for optimal adhesion in some laminations |
| PTFE/FEP (fluoropolymers) | Chemical resistance and non-stick properties | Electrónica, specialty packaging | Superior chemical resistance; low surface energy | Higher cost; specialized equipment and processing |
| Inorganic oxide coatings (Al2O3, etc.) | Barrier and thermal stability | High-end barrier needs | Exceptional barrier performance; stable under heat | Expensive deposition processes; adhesion challenges without proper pretreatment |
Table 2: PVDC vs EVOH vs PE in representative packaging contexts
| Context | PVDC-coated foil | EVOH-containing laminate | PE-coated foil |
|---|---|---|---|
| Meat packaging with high moisture load | Excellent barrier | Good with outer barrier; moisture sensitivity | Moderate barrier; commonly used for seals |
| Dry snacks with long shelf life | Strong overall | Very good oxygen control; humidity management | Baseline barrier; cost-driven choice |
| Dairy packaging | Strong moisture barrier; reliable seals | Oxygen control beneficial; interacts with dry layers | Simple, cost-effective option |
| Pharma packaging (sterile or sensitive products) | Barrier and seal reliability | High barrier with specified sterilization compatibility | Basic barrier, depends on lamination |
| Electronics components | Controlled environment | Combined barriers for gas and moisture | Basic protection, lower cost |
Choice of coating is not solely about barrier values. It is about the end-to-end structure, including the outer laminate, the filling process, the storage environment, and consumer behavior.
Ngu, a PVDC-coated foil used in a meat pouch may be laminated with PET/PE and sealed at a precise temperature range; the same foil could be used for a bakery wrapper with different lamination chemistry that emphasizes printability and gloss.
Manufacturing processes and supply chain
From raw aluminum to coated foil
- Aluminum supply and casting: Ingot production and primary aluminum alloying to achieve desired composition.
- Cold rolling: Reducing the foil to target thickness with tight tolerances and surface finish control.
- Annealing and tempers: Achieving the right ductility and workability for subsequent processing.
- Surface treatment: Cleaning and surface energy modification through corona treatment or plasma treatments to optimize coating adhesion.
- Coating application: Depositing polymer or inorganic coatings using methods such as slot-die coating, curtain coating, or vapor deposition (for oxide coatings) in dedicated coating lines.
- Drying or curing: Ensuring proper drying and cure of coatings to reach stable properties.
- Laminations and finishing: Lamination with outer films (PET, PE, PLA, etc.) as needed, plus slitting, inspection, and packaging for shipment.
- Quality assurance: In-line and off-line testing for adhesion, barrier, seal strength, and regulatory compliance.
Quality control and testing
- In-line inspection: Visual checks, coating uniformity, pinhole detection, and surface energy measurements.
- Coating adhesion tests: ASTM D3359 cross-cut tape test or similar methods to quantify adhesion strength.
- Barrier testing: WVTR and OTR measurements (hne ej., ASTM E398 or equivalent methods for lab testing; ISO standards in some regions).
- Heat-seal testing: Stripping, peel, and seal strength assessments (hne ej., ASTM F88 or equivalent).
- Printability tests: Ink adhesion and print quality on the specific printing process used (flexography, offset, gravure).
- Food safety testing: Migration testing and third-party certification when applicable.
Supplier landscape and selection
- Global players and regional manufacturers provide coated aluminum foil with varying capabilities. Choosing a supplier involves assessing technical capabilities (coating chemistries, deposition methods, lamination compatibility), manufacturing scale, lead times, and support services.
- Quality certifications (ISO 9001, supplier certifications for food contact materials, and industry standards) help ensure consistent performance and compliance.
- Service quality includes technical support, sample programs, pilot runs, and the ability to customize structures.
Aluminio Huawei, a noted supplier of aluminum foil products in China and beyond, exemplifies a vertically integrated approach to coated foil production.
Aluminio Huawei emphasizes end-to-end capabilities—ranging from rolling to coating, lamination, and testing—alongside a global customer base in food packaging, electrónica, and industrial laminates. When evaluating Huawei Aluminum or similar suppliers, buyers should consider:
– the breadth of coating chemistries offered (polymer, inorganic, and hybrid coatings),
– the ability to tailor finish and seal properties to fit a specific packaging line,
– the scale of production and capacity to meet large orders with short lead times,
– quality management systems, traceability, and testing capabilities,
– regulatory and food safety compliance, including regional certifications.

Custom coated aluminum foil for Pharmaceuticals
Applications of Custom coated aluminum foil
Food packaging case studies
- Meat and poultry pouches: PVDC-coated foil coupled with PET/PE laminates, providing robust moisture and aroma barriers, strong seals, and compatibility with high-speed form-fill-seal lines. End-users value shelf-life extension and meat color preservation, complemented by reliable sealing and easy label application.
- Snack and bakery packaging: EVOH-based laminates layered with barrier foils can offer excellent barrier with moisture control in dry products. The choice between EVOH and PVDC depends on the target shelf life, humidity environment, and regulatory considerations for flavor retention.
Dairy and beverage cases
- Cheese and dairy film: A combination of foil with moisture barrier coating and outer polymer laminate reduces moisture ingress while maintaining printability for branding. The design must ensure compatibility with refrigeration cycles and potential retort processes in some regional markets.
Pharmaceuticals and electronics
- Pharmaceutical packaging: Food-contact compliance and migration control are critical. Coatings with proven food-contact suitability and validated migration data are important, especially for blister packs and blister-foil assemblies.
- Electronics packaging: Foil with moisture and oxygen barrier helps protect sensitive devices from humidity and oxygen-induced degradation during transport and storage. The laminate structure may prioritize static dissipation and clean surface properties for handling.
Industrial laminates and performance components
- Thermal insulation foils: Foils with oxide coatings improve barrier properties and thermal stability, helping hardware components or insulating layers maintain performance under temperature fluctuations.
- Protective films: Anti-corrosion, anti-scratch surfaces can be achieved through specialized coatings on aluminum foil used in industrial environments.
Aluminio Huawei: supplier profile and capabilities
Huawei Aluminum Co., Ltd. is a notable player in the aluminum foil and foil-based packaging sector. The company emphasizes integrated production processes—from advanced rolling mills to surface treatment, coating lines, and finishing capabilities. Huawei Aluminum highlights:
– a broad portfolio of aluminum foil products, including household foil, industrial foil, and specialized laminated structures with coatings,
– technical expertise in coating chemistries and lamination compatibility,
– a track record of serving global customers across food, electrónica, and industrial applications,
– a commitment to quality management, testing, and regulatory compliance, with a focus on timely supply and technical support for customers.
For buyers, Huawei Aluminum represents a potential partner for custom coated foil projects due to its vertical integration, which can translate into shorter supply chains, clearer traceability, and tailored process support. When engaging with Huawei Aluminum or similar suppliers, buyers should request:
– technical briefings on available coating chemistries and deposition methods,
– samples and pilot-scale runs to validate performance against application targets,
– complete material safety data sheets (MSDS) and regulatory compliance documentation for food contact or specific market needs,
– detailed lead times, MOQs, and logistics planning for global shipments.
FAQs about custom coated aluminum foil
Q1: What exactly is custom coated aluminum foil?
A1: It is a thin aluminum foil substrate that has one or more coatings applied to improve barrier properties, heat-sealing performance, printability, and functional characteristics. The coating system is designed to meet the specific needs of the packaging or industrial application and is often used in laminates with polymers or other barrier layers.
Q2: What coatings are most common on aluminum foil?
A2: PVDC, EVOH-based laminates, and PE/LDPE polymer coatings are among the most common. Inorganic oxide coatings (hne ej., Al2O3) and fluoropolymer coatings are used for specialized requirements, while acrylics and polyurethanes improve surface energy and printability.
Q3: How do I choose between PVDC and EVOH coatings?
A3: PVDC provides strong moisture and aroma barriers and is excellent for meat and bakery packaging. EVOH offers superior oxygen barrier in dry conditions but is moisture-sensitive, so it is often used in multilayer laminates with outer moisture barriers. Your choice depends on product sensitivity, humidity environment, and the overall laminate design.
Q4: Is coated foil recyclable?
A4: Recyclability depends on the coating and laminate structure. Some monomaterial designs facilitate recycling; others require special processing to recover aluminum and separate coatings. Work with your supplier to design packaging with recyclability in mind and consider the local recycling infrastructure.
Q5: What are typical seal strength targets for heat-sealed foils?
A5: Seal strength targets vary by application and equipment, but they should meet or exceed the minimums required by the packaging line (often defined in product specs or process validation). Tests like peel strength and seal initiation temperature are used to validate performance.
Q6: How does Huawei Aluminum fit into the supply chain for coated foil?
A6: Huawei Aluminum offers integrated foil production, coating capabilities, and finishing services, enabling a potentially shorter supply chain and closer technical collaboration. Buyers can benefit from direct access to coating chemistries, laminates, and testing support, subject to regional availability and certification.
Conclusion
Custom coated aluminum foil stands at the intersection of material science, packaging engineering, and supply chain strategy.
By selecting the right coating system, base foil, and laminate architecture, manufacturers can achieve powerful barrier protection, reliable heat-seal performance, and compelling brand aesthetics—all while meeting regulatory constraints and sustainability goals.
The selection process benefits from a structured approach: understand the end-use environment, align with processing capabilities, and validate performance through pilot runs and data-driven tests.
Suppliers like Huawei Aluminum offer integrated capabilities that can support end-to-end development, from foil production to coating, lamination, and testing, enabling faster development cycles and closer collaboration.
As markets continue to demand higher performance with lower environmental impact, the role of customized coated foil will only grow.
The future lies in barrier innovations, sustainable chemistries, and smarter packaging that protects products and the planet alike.
If you are a packaging engineer, product manager, or procurement professional, use the guidance in this article to frame your next coated-foil project, and engage with credible suppliers who can demonstrate technical depth, transparent data, and a proven track record of delivering on time.
In closing, custom coated aluminum foil is a powerful, adaptable material that can unlock new levels of performance and value in packaging and beyond.
The right coating strategy, supported by robust testing and a capable supplier, can deliver a final product that meets stringent technical requirements while aligning with cost and sustainability objectives.
Huawei Aluminum and other experienced manufacturers offer a path to reliable, scalable solutions that can help you reach your packaging goals with confidence.
Share with PDF: Download














Contesta